Liugelaagrite ehitus, materjalid ja töötamine. Liugelaagrite määrimine ja tihendamine.
Liugelaagrite konstruktsioon
Radiaallaager võib olla kujundatud terviklaagrina (joon) või poolitatuna
(joon). Esimesi saab kasutada vaid juhul, kui on võimalik laagerduse
koostamine telgsuunas.
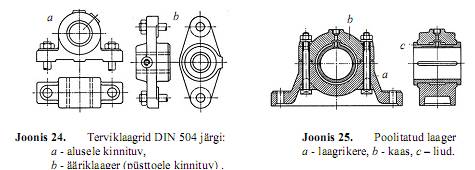
Laagrikere poolitamine hõlbustab ka seaduvate laagrite kujundamist (joon. )
ehkki on võimalik ka terviklaagri variant (joon). Viimasel juhul tagavad
laagri koospüsimise vedrud.
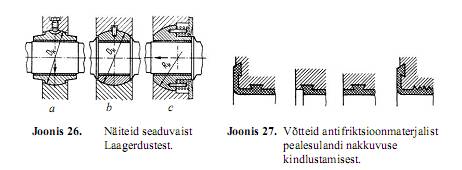
Laagrikered on kas hallmalmist või terasest, harvem kergsulamist. Vahetult tappi
kandev osa tehakse antifriktsioonmaterjalist. Terviklaagri kandev osa moodustab
puksi, poolitatud laagril liua. Pukside ja liudade konstruktsioon sõltub
antifriktsioonmaterjali tüübist, aga ka nende suurusest. Liuad on sageli bimetalsed,
so. terasest alusmaterjalile on kantud sulandi või galvaanilise pinde kiht; neid
võidakse stantsida (koolutada) bimetalsest teraslindist. Suuregabariitseil laagreil
valatakse antifriktsioonne osa vastava ettevalmistusega terasest või malmist
alusosale (joon.). Pukside tüüpkonstruktsioonid on standardiseeritud (näit. DIN
1850).
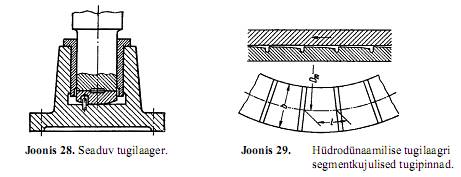
Tugilaagerdustes on ka lihtsaimal juhul soovitav otstapi tugiosa kujundada
seaduvana (joon.). Suuregabariitseid tugilaagreid (näit. hüdroturbiini töövõlli
toetamiseks) kujundatakse sageli koosnevana tugisegmentidest, mis määrdekiilu
tekitamiseks omavad kallet (joon.). (1)
Antifriktsioon - laagrimaterjalid
Vahetult võlli (telje) tapiga kokkupuutes olev laagrimaterjal peab tagama
minimaalsed hõõrdekaod, olema kulumiskindel, piisavalt (väsimus)tugev ja hea
soojusjuht, erandjuhtudel veel ka kuuma- ja korrosioonikindel. Materjali, mis kõiki
neid nõudeid ideaalselt rahuldaks, pole ja sõltuvalt konkreetseist vajadustest
asetatakse ühele-kahele eelmainitule pearõhk. Ka ei tohi unustada, et iga
materjalitüübi kasutamine on seotud spetsiifiliste valmistamistehnoloogiliste
nõuetega. Jagunevad metalseiks ja mittemetalseiks, esimestest on tuntuimad:
1. Tinababiidid (DIN 1703) ja tinavaesed (<10%Sn) babiidid (DIN 1728), mis
kantakse 0,1 ...2 mm kihina teras-, malm- või pronksliuale. Tänu pehmusele on
hästi sissetöötuvad, samuti head soojusjuhid. Nimetus "babiit" tuleneb USA
leiduri I.Babbitti (1799-1862) nimest, sakslased kasutavad terminit
"valgemetall".
2. Pronksid, neist tinapronks (DIN 1705) ja pliipronks sobivad hästi löögilise
koormuse tingimustes. Alumiiniumpronks (DIN 1714) kui tinapronksi asendaja
vajab suurendatud laagrilõtku ja on vähem sööbekindel. Pliipronksi saab
kasutada ka 0,25 ... 3 mm paksuse pealesulandina.
3. Hallmalm (DIN 1691) sobib vaid hästimääritavaile aeglasekäigulistele
laagritele, sööbimise vältimiseks peab tapi pind olema karastatud.
4. Raua või vase pulbreist pressitud ja paagutatud poorsed (ca 35% mahust poore)
materjalid leiavad peamist kasutamist aparaadi- ja kodumasinate ehituses
hooldusvabade nn. isemäärivate laagritena. Poorid täidetakse õliga
immutamisega enne montaaøi.
5. Pinded vase, plii, hõbeda või indiumi baasil, mis galvaaniliselt õhukese kihina
terasliuale kantakse; saavutatakse eriti hea soojusjuhtivus, aga ka kallite
materjalide kokkuhoid.
Üha enam leiavad laagrimaterjalidena kasutamist mittemetallid.
1. Tehisvaikudega immutatud ja pressitud tekstiil (tekstoliit) ja puit (lignostoon) on
juba ammu tuntud ning eelkõige vesimäärimiseks sobivad materjalid. Peapuudus
- halb soojusjuhtivus.
2. Polüamiidid (nailon, kapron jms.) võidakse õhukese (<0,5 mm) kihina kanda
terasliuale, on aga kasutatavad ka paksuseinaliste puksidena. Ei vaja määrimist
ja sobivad eelkõige keemiliselt agresssiivses keskkonnas töötavais laagreis.
3. Polütetrafluoretüleen (lühidalt PTFE, kaubanduslik nimetus tefloon, Venemaal
fluorplast) on ka kuivalt madala (0,01... 0,05) hõõrdeteguriga, mistõttu
sobib kohtadesse, kus määre vastunäidustatud (näit. tekstiili ja toiduaineid
töötlevad masinad) või on ligipääsetavus halb (näit. kopterite ja lennukite
juhtimisseadmete Øarniirid). Vajavad külmvoolavuse takistamiseks
sarrustamist (20...30% mahust ∅ 0,1 mm pronkskuulikesi, tekstiilkiude,
söetolmu jms.). Eriti häid tulemusi on andnud sarrustamine MoS2 pulbriga.
Materjali eripära - hõõrdetegur alaneb erisurve suurenedes ja libisemiskiiruse
vähenedes. Kihi õhedus (1...2 mm) terasest liual tagab rahuldava
soojusjuhtivuse.
4. Kummi (eriti selle pehmed sordid) sobib suurepäraselt vesimäärimisega
laagreiks (pumbad, vesiturbiinid, laeva sõukruvid jms.); tavaliselt
vulkaniseeritakse laagriavale 7...20 mm paksune kummikiht. Kummilaager talub
ka tahkeid osakesi (näit. liiva) sisaldavat vett, eriti kui tööpinnale on
moodustatud vastavad kogumissooned.
5. Grafiit, mis pulbrina segatakse sideainega (vaigud või plii), pressitakse vormi
ja paagutatakse; isemäärivana kasutatav temperatuurivahemikus -2000
... +600 °C.
6. Insenerkeraamika (eriti ZrO2 baasil valmistatu) talub nii kõrgeid temperatuure
(ka üle +1000 °C) kui ka aluselisi ja happelisi keskkondi; näiteks
väävelhappepumba laagrite ja tihenditena kasutades sobib määrdeks
suurepäraselt pumbatav vedelik ise.
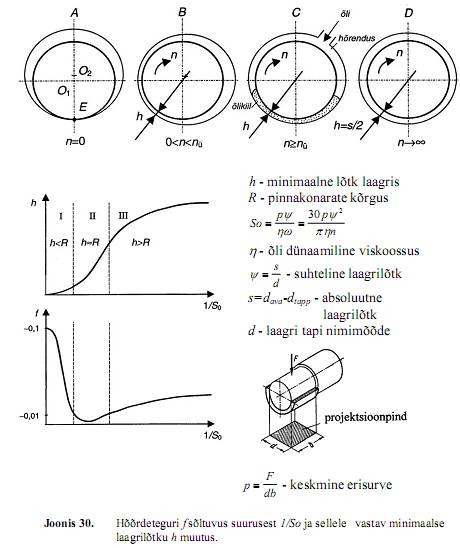
Hõõrdereøiimid laagreis ja laagrite arvutus
Liugelaagrite olulisimaks töövõimelisuskriteeriumiks on kulumiskindlus,
mis omakorda on otseses sõltuvuses laagris valitsevast hõõrdereøiimist. Hea
ülevaate annab neist Stribecki kõver (joon. 30). Kõvera püstteljele kantakse
logaritmilises mõõtkavas hõõrdetegur f, rõhtteljele dimensioonita Sommerfeldi
arvu So pöördväärtus.
Masina käivitushetkel (A) tapp ja laagri ava on otseses kokkupuutes (E) ja
tegemist on kehadevahelise kuivhõõrdumisega. Tapi pöörlemissageduse n
kasvades kuivreøiim läheb esmalt üle piirhõõrdumiseks, mil kontaktis on
pindadele kinnituvad määrdemolekulide piirkihid ja edasi segahõõrdumiseks, kui
osaliselt lisandub piirhõõrdumisele vedelikuline (tsoon II graafikul, olukord B
laagris). Nn. üleminekusageduseni nü jõudmisel tõstab tapi alla tekkinud õlikiil ta
tugipinnast lahti ja tekib vedelikuline reøiim, mil takistuse määrab õli
sisehõõrdumine (so. viskoossus, vt. III tsoon ja seis C laagris). Pöörlemissageduse
edasisel suurenemisel ligineb tapi tsenter 01 veelgi lähemale ava tsentrile 02 kuni
nad hüpoteetilisel juhul n = ∞ kokku langeksid (vt. D).
Liugelaagrite määrimine ja tihendamine
Häireteta töö eeldab, et laagri konstruktsioon tagab määrde sisenemise, selle piki
tappi jaotamise ja väljatuleku vältimise (so. tihendamise). Sõltuvalt sellest, kas
laager on ette nähtud töötamiseks hüdro-(ae-ro-)dünaamilisel reøiimil või mitte,
on võtted eelöeldu saavutamiseks erinevad. Veel mängib rolli koormuse iseloom
(suunalt püsiv või tsirkuleeriv) ning rakendamine (kas tapile või rummule).
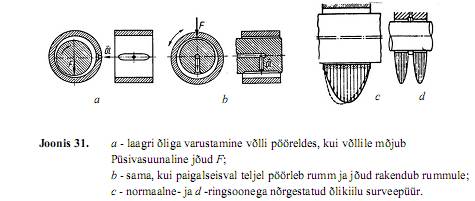
Hüdrodünaamilise laagri korral:
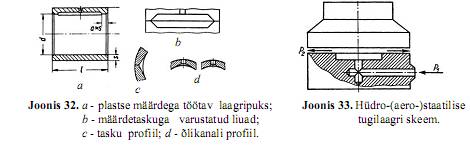
„ õli tuleb laagrisse juhtida maksimaalse lõtku tsooni (joon. 31 a ja b) ja laiali
jaotada piki moodustajat asetuva kanali abil;
„ laagripinna survestatud osas, kuhu moodustub õlikiil, ei tohi olla avasid, sooni
jms., mis kiilu nõrgestavad (joon. 31 c);
„ õli väljatulekut laagri otstest tihenditega ei takistata.
(1)
Vaegmäärimisega (piir- ja segahõõrdereøiimil) tööks ettenähtud laagrite puhul võib
määrde (nii vedela kui ka plastse) kanaleid kujundada vabamalt. Levinud on nn.
määrdetaskute (joon. 32 b) kasutamine. Taskud mahutavad suurendatud koguse
määret, millega paraneb jahutus, samuti saavad nad endasse koguda
kulumisprodukte.
Vedelikulist (või gaasilist) hõõrdereøiimi on võimalik saavutada ka hüdro-(aero-
)staatiliselt (joon. 33), juhtides piisavalt suure surve all vedelikku (õhku) tapi
tugipinna alla. Kasutatakse suhteliselt harva, kuna laagerdus ise ja tema
ekspluatatsioon on kallid. Liugelaagerduste tihendamisel kehtivad samad
põhimõtted, mis veerelaagerdustegi juures, kasutatakse samu tihenditüüpe.