PUURIMINE
Puurimine on kõige levinum avade lõiketöötlemisviis.
Lõikeriist on puur, mis võimaldab töödelda avasid täismaterjalisse ja avardada juba puuritud auke.
Puurimisel kinnitatakse töödeldav detail puurpingi töölaua külge kas klambrite, kruustangide, prismade abil , ning suunatakse sellele pöörlev puur, mis üheaegselt omab kahte liikumist - pöörlevat ja sirgjoonelist piki puuri telge.
Puuri pöörlemist nimetatakse pea- ehk tööliikumiseks, sirgjoonelist liikumist piki puuri telge aga ettenihkeliikumiseks

Puurimist kasutatakse mitmesuguste lukksepatööde juures.
Puurida võib kas puurpinkidel või käsitsi, kasutades käsitrelle või mehhaniseeritud tööriistu – elektritrelle – või suruõhutrelle.
Puuride konstruktsioon ja kasutusala.
Sulgpuurid:Need on lihtsad lõikeriistad ,neid kasutatakse peamiselt käsitrellides vähemvastutusrikaste avade puurimisel läbimõõduga kuni 25 mm.
Spiraalpuurid:Silindriliste ja kooniliste sabadega spiraalpuure kasutatakse nii käsitsipuurimisel kui ka mitmesugustes pinkides (puurpingid, revolverpingid).
Süvispuurid:Kasutatakse eripinkides väikese läbimõõduga täpsete avade puurimiseks.
Puurimist nimetatakse sügavpuurimiseks, kui ava sügavus ületab läbimõõdu vähemalt viis korda. Tsentripuurid:Need on puurid, mis on ette nähtud detailide tsentriavade puurimiseks.
Kombineeritud puurid:Need on puurid, mis võimaldavad töödelda ava erinevaid pindu, aga samuti üheaegselt puurida, avardada ja hõõritseda.
Laialdaselt on kasutusel ka rõngaspuurid: ( Avade puurimisel pehmetesse lehtmaterjalidesse ).

Puuride valmistamiseks kasutatakse järgmisi tööriistateraseid:
Süsiniktööriistateraseid Y10A ja Y12A,
Legeeritud teraseid – kroomterast X ja kroomräniterast 9XC.
Kiirlõiketeraseid P9 ja P18.
Tänapäeval kasutatakse lõikeservadel ka metallkeraamilisi kõvasulameid BK6, BK8, T15K6.
Spiraalpuuri elemendid ja geomeetrilised parameetrid.
Spiraalpuur koosneb tööosast, kaelast, sabast puuri kinnitamiseks tööpingi spindlisse ja labast, mida kasutatakse puuri väljalöömiseks spindli pesast ja suurte pöördemomentide ülekandmiseks.


Tööosa jaguneb lõike ja juhtosaks:
Lõikeosal asuvad kõik puuri lõikeelemendid ning see koosneb kahest lõikehambast, mille kujundavad kaks spiraalsoont laastude ärajuhtimiseks.
Südamikust, mis seob puuri kahte lõikehammast.
Kahest esitahust, mida mööda liigub laast.
Kahest tagatahust.
Kahest juhtpinnast, mille ülesanne on puuri juhtida, kalibreerida auku ning vähendada hõõrdumist puuri ja augu vahel.
Kahest pealõikeservast, mis moodustavad esi - ja tagatahu lõikumisel ning mis teevad ära kogu lõiketöö.
Sideservast, mis moodustub tagatahkude lõikumisel.
Puuri välispinnal juhtpinna ja soone vahel olevat spiraalset osa nimetatakse hamba seljaks.

Tipunurk asub pealõikeservade vahel.Ta avaldab suurt mõju puuri lõikevõimele.
Selle nurga suurus valitakse sõltuvalt materjalist 80......140´.
Teraste , malmide ja kõvade pronkside puurimisel valitakse tipunurk 116.......118´.
Messingite ja pehmete pronkside puhul 130´.
Kergete sulamite puhul, nagu duralumiinium 140´.
Punase vase puhul 125´.
Spiraalsoone kaldenurk (oomega).Selle nurga suurendamisel hõlbustub lõikeprotsess ja paraneb laastude eemaldamine, kuid puur nõrgeneb.
Esinurk (gamma) omab lõikeserva erinevates punktides eri väärtusi: ta on suurem puuri äärtel ja väheneb puuri telje suunas.
Esinurga ebaühtlane väärtus on spiraalpuuri üks puudusi ning põhjustab ebaühtlase ja kiire kulumise.
Taganurk (alfa) on ette nähtud tagatahu hõõrdumise vähendamiseks lõikepinnal.
Ka taganurga väärtus muutub puuri välispinnal tsentri suunas.
Sideserva kaldenurk (psii) valitakse puuridel läbimõõduga 1 kuni 12 mm 47....50´. ning puuridel läbimõõduga üle 12 mm. kuni 55´ .
Võrreldes terasest valmistatud puuridega on kõvasulamist plaatidega varustatud puurid lühema töötava osaga, jämedama südamiku ja väiksema spiraalsoonte kaldenurgaga.
Need puurid on suure püsivusajaga ja tunduvalt tootlikumad.
Eriti soovitav on kõvasulamist plaatidega puure kasutada malmide, kõvade teraste ja plastmasside puurimisel.
Suurem osa soojusest kantakse laastude poolt ära, ülejäänud osa aga jaguneb detaili ja lõikeriista vahel.
Et vältida puuri enneaegset kulumist ja nürinemist ülekuumenemise tõttu, kasutatakse puurimisel määrde- ja jahutusvedelikke, mis juhivad soojuse laastude, puuri ja detaili juurest ära.
Puuride jahutamine puurimisel.
Puuride vastupidavuse suurendamiseks ja väiksema pinnakaredusega avaseinte saamiseks kasutatakse puurimisel jahutusvedelikke. Tööstuses on levinumaks jahutusvedelikuks puurimisel emulsioonid (erikoostisega õlide vesilahused).
Materjal: Jahutusvedelik:
Teras seebivesi Malm seebivesi ( või kuivalt) Vask seebivesi, rapsiõli Alumiinium seebivesi (või kuivalt) Eboniit kuivalt Kumm kuivalt
Lõikereziimide valimine puurimisel tähendab sellise ettenihke ja lõikekiiruse määramist, mille puhul detaili puurimine osutub tootlikumaks ja ökonoomsemaks.
Tavaliselt valitakse tootmises puurimise reziimid tehnoloogide poolt valmistatud tehnoloogiliste kaartide järgi.
Puuride kulumine ja teritamine.
Kiirlõiketerasest valmistatud puurid kuluvad tagatahkudelt, juhtpindadelt, nurkadelt, aga mõnikord ka esitahkudelt.
Puuri tagatahk kulub lõikeprotsessis hõõrdumisest lõikepinna vastu, esitahk - tekkinud laastu hõõrdumisest.
Nürinenud puuri tunneb lõikeprotsessis ära selle järgi, et ta hakkab eriliselt vilistama.
Selline puur tuleb kohe teritada.
Puuri teritamise kujust sõltub puuri püsivusaeg ja suurim lõikekiirus.
Eristatakse järgmisi teritusviise:
1) normaalne ühe- või kahekordne teritus.
2) teritamine sideserva järelteritamisega.
3) teritamine juhtserva järelteritamisega.
Kahekordsel teritamisel moodustub puuri tipukoonusele teine kukaldatud osa, tipunurgaga 70....75´.
Kahekordselt teritatud puuri püsivusaeg teraste puurimisel suureneb 2,5...3 korda. Juhtpinna järelteritamine seisneb 1,5....4 mm pikkuse ja 0,2....0,3 mm laiuse faasi töötlemises 6...8´ nurga all.
See väldib puuri kinnijäämist ja purunemist ning puuri püsivusaeg sitkete teraste töötlemisel suureneb 2....3 korda.
Sideserva järelteritamine seisneb puuri tipus mõlemalt poolt piki puuri telge täiendava sisselõike töötlemises 3....15 mm pikkuselt, mille tõttu väheneb tunduvalt ettenihkejõud puuri püsivusaeg aga suureneb 1,5 korda.
Puuride teritamine toimub teritusjaoskondades spetsiaalsetes terituspinkides.

Mõningatel juhtudel teritatakse puure tavalistes terituspinkides, mis on varustatud erirakistega.
Käsitsiteritamisel tuleb puuri hoida vasaku käega võimalikult lõikeosa lähedal, parema käega aga puurisabast.Surudes puuri lõikeserva vastu käia külgpinda, liigutakse puuri parema käega sujuvalt nii, et tagatahk omaks kogu aeg õige kalde ja võtaks soovitava kuju.
Puuri tuleb suruda vastu käia õrnalt, et eemalduks vaid õhuke metallikiht.
Tähtis on jälgida et lõikeservad tuleksid ühepikkused ja oleksid teritatud ühesuguse nurga all.
Teritamise õigsust kontrollitakse sablooniga.

Puurpingid.
Puurpingid jagunevad:
1) Vertikaalpuurpingid.
2) Ühespindlilised poolautomaadid.
3) Mitmespindlilised poolautomaadid.
4) Radiaalpuurpingid.
5) Horisontaalpuurpingid.
6) Mitmesugused muud pingid.
Kõige rohkem on lukksepatöödel levinud ühespindlilised vertikaalpuurpingid.
Vertikaalpuurpinke on kolme tüüpi:
Lauapuurpingid, seinapuurpingid ja sammaspuurpingid.

Lauapuurpingid on küllalt suure pöörlemiskiirusega.Spindel teeb 1345.......15000 p/min. Vertikaalpuurpink koosneb alusest, sambast, kiiruskastist, juhtkandurist, millesse on monteeritud ettenihkemehhanism ja spindel ning töölauast.Kiiruskast koos elektriajamiga on monteeritud samba ülaosale.Pingi alus on seest tühi ning seda kasutatakse jahutusvedeliku kogumiseks.Mitmespindlilised puurpingid leiavad kasutamist peamiselt saritootmises.
Sellised pingid on kas paiksete või vahetatavate spindlitega.Paiksete spindlitega mitmespindlilistel puurpinkidel on kaks kuni kuus spindlit, mis paiknevad ühes reas, kindlate vahekauguste järel.
Muutes detaili asendit võib sellel pingil sooritada mitmeid erinevaid operatsioone
(puurimine, avardamine, hõõritsemine jne.), või töödelda üheaegselt mitut auku.
Ka iga ühespindlilise pingi võib kohandada mitme augu üheaegseks puurimiseks.
Selleks kinnitatakse spindli külge mitmespindliline puurpea, mis võimaldab anda pöörlemise kõigile puurpea spindlitele.
Radiaalpuurpinke kasutatakse mitme üksteisest küllalt suures kauguses asuva augu puurimiseks suurtele ja rasketele detailidele.


Erinevalt teistest puurpinkidest võimaldavad need pingid detaili asendit muutmata tuua puurpea töödeldava detaili suhtes sobivasse kohta.
Puurpinkide tarvikud ja rakised.
Metallilõikepinkide rakisteks nimetatakse lisaseadeldisi ja mitmesuguseid tarindeid, mis on vajalikud töödeldava detaili seadistamiseks ja kinnitamiseks.
Erinevalt rakistest nimetatakse vahendeid lõikeriista seadistamiseks ja kinnitamiseks tarvikuteks.
Tarvikud: Puurid, hõõritsad, avardid ja teised lõikeriistad kinnitatakse puurpingi spindlisse vastavate tarvikutega – vahepukside, mitmesuguste puuripadrunite, juhttornidega.
Vahepukse kasutatakse koonilise kinnitusosaga lõikeriistade kinnitamiseks.
Puksi sise- ja välispinnad valmistatakse koonustena – tavaliselt Morse koonuse järgi nr. 0......6.Kui puuri koonus on väiksem pingi spindli auga koonusest, siis asetatakse puuri koonusele vahepuks ja koos sellega kinnitatakse pingi spindlisse.
Kui ühest vahepuksist ei piisa, asetatakse üksteise peale mitu vahepuksi kuni sobiva mõõtme saamiseni.
Puurpadrunid:


Need võimaldavad kinnitada silindrilise sabaga lõikeriistu läbimõõduga kuni 15 mm.
Algul kinnitatakse kas puur või mõni teine lõikeriist oma kinnitusosaga puuripadrunisse ning seejärel asetatakse padrun oma koonilise sabaga pingi spindlisse.
Vastavalt konstruktsioonile, tööprintsiibile ja eesmärgile jagatakse puurpadrunid kahe- ja kolmepakilisteks, lihtpadruniteks, kiireltvahetatavateks.
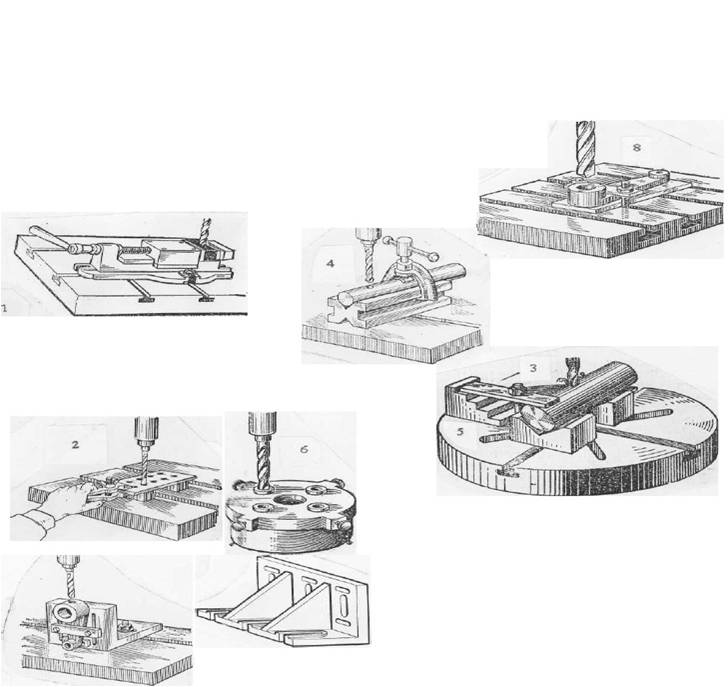
Rakised detailide kinnitamiseks.
Puurimise täpsuse suurendamiseks kasutatakse puurimisel mitmesuguseid rakiseid.
Kinnitusrakised võimaldavad ka ohutumalt töötada.
Kinnitusvahendid on järgmised:
1. Masinkruustangid.
2. Käsikruustangid.
3. Kinnitusliistud.
4. Prismad.
5. Astmelised toed.
6. Puurimiskonduktorid.
7. Ekstsentrik klambrid.
8. Kinnituspoldid.
9. Nurgikud.
Tänapäeval on kasutusel masinjõuga toimivad mehaanilised, pneumaatilised ja hüdraulised kinnitusvahendid.
Kruviga masinkruustange kasutatakse laialdaselt üksiktootmises.

Nad koosnevad alusest, liikuvast ja liikumatust pakist, kruvist ning käepidemest.
Detaili kinnitamiseks pakkide vahele tuleb pöörata käepidet, mis annab kruvile liikumise. Kang- nukkmehhanismiga kiireltvahetatavad masinkruustangid tagavad suure kinnitusjõu ja hoiavad detaili tugevasti kinni ka suurte lõikejõudude puhul.
Kruustangid häälestatakse esimese detaili töötlemisel. Järgmiste detailide kinnitamisel kasutatakse ainult kangi.
Sari- ja hulgitootmises kasutatakse detailide kinnitamiseks sissepressitud karastatud juhtpuksidega konduktoreid, mis tagavad augu täpse asendi ilma eelneva märkimiseta.
Detailide töötlemisel puurpinkidel kasutatakse laialdaselt mitmesuguseid konduktoreid, mis erinevad kujult, konstruktsioonilt, massilt jne.Puurpingil kasutatavate pöörd- ja liikuvate rakiste hulka kuuluvad pöörd- ja liikuvad toed ning lauad.Neid kasutatakse mitmesuguste detailide töötlemiseks tihti koos pealeasetatavate konduktoritega, mis tagavad detaili õige asendi ja kinnituse ning lõikeriista õige suundumise.
Pöördrakised võivad olla kas rõht- või püstteljega. Rõhtteljega rakiseid kasutatakse kas ringjoonel paiknevate aukude või puksi- , ketta-, rõnga- ja võrukujuliste detailide kahepoolseks puurimiseks. Püstteljega pöördlauad on sobivad ringjoonel paiknevate pöörlemisteljel rööpsete aukude puurimisel rõngasse, kettasse, äärikusse ja teistesse pöörddetailidesse.
Normaalkonstruktsiooniga pöördlauad võimaldavad jagada ringjoone 2, 3, 4, 6, 8 ja 12 osaks ning samuti 15´ ja 30´ vahemikeks.
Puurpingi häälestamine ja tööks ettevalmistamine.
Puurpingi häälestamine ja tööks ettevalmistamine on vajalik, et täita tehnoloogilises protsessis ette nähtud puurimisoperatsioone.
Pingi tööks ettevalmistamine:
Õlitamine ja määrimine vastavalt pingi passile, töölaua asetamine sobivale kõrgusele ja selle kinnitamine, detaili asetamine töölauale ja kinnitamine kas klambrite, kruustangide või rakistega, mis tagavad lõikeriista telje kokkulangemise puuritava ava teljega.
Lõikeriista paigaldamise, kinnitamise, rihtimise ja äravõtmise võtted.
Lõikeriist kinnitatakse kas spindli koonilisse auku või puurpadrunisse.
Enne spindlisse kinnitamist tuleb lõikeriist ja spindli ava lapiga hoolikalt puhastada.
Seejärel lükatakse lõikeriist ettevaatlikult oma koonilise sabaga spindlisse, nii et laba laiemad pinnad oleksid väljalöögi augu kohal.Seejärel lüüakse lõikeriista koonus tugeva lõõgiga spindli auku.
Kui lõikeriista kinnitamiseks kasutatakse vahepukse, tuleb pukside, spindli ja lõikeriista koonilised pinnad enne kontrollida ja puhastada.
Lõikeriista või padruni äravõtmiseks spindlist kasutatakse kiilu.

Kiilu üks ots pannakse spindli väljalöögi auku ning lüüakse vasaraga kergelt teise otsa pihta , mille tõttu kiil surub lõikeriista koonuse labale ja surub selle spindli koonilisest pesast välja.
Et lõikeriist spindlist väljalöömisel ei kukuks vastu töölauda ja ei nürineks, tuleb vasaku käega teda kinni hoida või asetada pingi töölauale puust alus.
Detailide paigaldamine, rihtimine ja kinnitamine.
Detailide paigaldamine ja kinnitamine toimub mitmel viisil ning sõltub peamiselt detailide kujust, mõõtmetest, massist, töödeldava augu läbimõõdust.
Väikesed detailid(puuritava augu läbimõõt ei ole üle 10 mm) kinnitatakse kruustangidega.
Enne masinkruustangide paigaldamist töölauale tuleb töölaua ja kruustangide tugipinnad hoolikalt puhastada ja kergelt õlitada.Seejärel kinnitatakse kruustangid töölaua T- kujulistesse soontesse asetatud poltidega.
Väikese läbimõõduga aukude puurimisel ei ole vaja kruustange töölaua külge kinnitada.

Detailid, mis ei mahu kruustangide pakkide vahele, kinnitatakse klambrite abil vahetult töölaua külge.
Tuleb meeles pidada, et detail kinnitatakse lõplikul alles siis, kui spindli ja töödeldava ava telg kokku langevad.
Pingi häälestamine.
Pärast detaili ja lõikeriista paigaldamist, rihtimist ja kinnitamist toimub pingi häälestamine.Selleks tuleb kiirus- ja ettenihkekasti juhtkangid lülitada asenditesse, mis tagaksid tehnoloogia- või juhendkaardil ettenähtud spindli pöörete arvu ja ettenihkekiiruse.
Kui kaardid puuduvad, valitakse ettenihe, pöörete arv ja lõikekiirus käsiraamatute järgi.
Puurpinkidel, millel on kiiruse reguleerimiseks astmelised kiilrihmarattad, tuleb pöörlemiskiiruse saamiseks asetada kiilrihm sellele astmepaarile, mis tagab soovitava kiiruse.
Pärast häälestamist toimub pingi kontrollkäivitamine.Olles veendunud, et pink on õigesti häälestatud, asutakse puurima.
Puurpinkidel tehtavad tööd.
Puurpingi tehnoloogilised võimalused ei piirdu ainult aukude puurimisega.
Nii võib puurpinkidel avardada, hõõritseda ja sooritada teisi tehnoloogilisi operatsioone, mis ei ole otseselt seotud aukude töötlemisega.
Puurimisvõtted.
Sõltuvalt töödeldavate detailide partii suurusest ja täpsusest võib puurida kas kärniga märgitud tsentrite järgi või konduktorite abil.
Märkimise järgi puurimisel tuleb aukude suhteliselt täpse asetuse puhul puurida kaks korda:algul eelnevalt, seejärel lõplikult.
Eelnev puurimine toimub käsitsi ettenihke abil veerand läbimõõdu sügavusele, seejärel tõstetakse puur üles, eemaldatakse laastud ja kontrollitakse puuritud augu kokkulangevust märgitud ringjoone järgi.
Kui need langevad kokku, võib puurimist jätkata kuni lõpuni, lülitades sisse mehaanilise ettenihke. Kui eelnevalt puuritud augu tsenter on nihkunud, siis võib seda parandada kahe kolme kanali puurimisega tsentrist selles suunas, kuhu on vaja puuri nihutada.
Selliselt puuritud kanalid suunavad puuri kärniga märgitud kohale.
Tehes veel ühe kontrollpuurimise ja veendudes augu õiges paiknemises, puuritakse auk lõpuni.
Konduktorit kasutatakse neil juhtudel, kui soovitakse saada kõrgemat täpsust ning kui töödeldavate detailide partii on küllalt suur.
See meetod on palju tootlikum, võrreldes märkimise järgi puurimisega, kuna vajadus märkimiseks langeb ära ja detaili ei hoita töötlemisprotsessis kaua kinni.
Üks lihtsamaid konduktoreid on karpkonduktor.Töödeldav detail asetatakse konduktori sisse, lükatakse toeni ja kinnitatakse kruvidega.
Puur suunatakse algul juhtpuksi, lõpetanud augu puurimise, nihutatakse konduktorit ja puuritakse teine auk läbi teise juhtpuksi.
Pealeasetatavate konduktorite kasutamisel kinnitatakse detail masinkruustangidesse või pingi töölauale.Konduktor asetatakse detaili sellele osale, kuhu puuritakse auk.
Konduktor kinnitatakse detailile kruvidega, või mitmesugust tüüpi klambritega. Läbiaukude puurimine erineb umbaukude puurimisest.
Kui puur jõuab augu lõpuni, väheneb tundvalt metalli takistus ning vastavalt sellele tuleb vähendada ettenihet.
Kui ettenihet ei vähendata, tungib puur järsult läbi metalli, haarab kaasa suuri metalliosakesi, kiilub kinni ja võib puruneda.
Et seda vältida, lülitatakse puurimise lõpul mehaaniline ettenihe välja ja auk puuritakse lõpuni käsitsi aeglase ettenihkega.
Umbaukude puurimisel etteantud sügavuseni tuleb eelnevalt häälestada erirakis, mis kinnitatud puurpingi külge.
Kui sellist rakist ei ole, kasutatakse piirdepuksi, mis kinnitatakse puuri külge vajalikule kaugusele puuri otsast.
Piirdepuks või piirav rakis,mis on monteeritud spindli külge häälestatakse järgmiselt.
Puur lastakse vastu detailining piirdevarras (puks) asetatakse ja kinnitatakse kõrgusele, mis vastab puurimise sügavusele.Seejärel ei saa puur metallis enam sügavamale liikuda.
Augu kahekordset puurimist (varem puuritud augu ülepuurimist ) kasutatakse siis, kui on vaja puurida umbauke läbimõõduga üle 25 mm.Sellisel ülepuurimisel võib kasutada 1,5....2 korda suuremat ettenihet kui sama läbimõõduga augu puurimisel täismaterjalisse.
Üle puurida võib ainul eelnevalt puuritud, sepistatud või valatud aukusid.
Lukksepatööde praktikas esineb puurimise erijuhtumeid, kui on vaja puurida mittetäielikke ja poolringikujulisi auke, lõigata auke lehtmaterjalidesse, puurida plaste.
Mittetäielike aukude puurimine toimub kahel viisil.
Esimesel juhul ühendatakse kaks detaili kruustangide abil nii, et pinnad, millesse on vaja puurida poolaugud, langeksid kokku.Seejärel märgitakse kinnitatud detailide ühendusjoonele aukude tsentrid ja puuritakse tavalisel viisil.
Ühe detaili puurimisel tuleb kasutada samast materjalist vahetükki, millest on valmistatud töödeldav detail. Umbaugu puurimisel silindri küljesse tuleb selleks, et puur ei puruneks, eelnevalt pind freesid ja alles siis puurida tavalisel viisil.
Kui on vaja lehtmaterjalisse puurida suure läbimõõduga auke, kasutatakse vastavat reguleeritavate teradega puurpead.
Plastide puurimisel on vaja teada järgmist.
Orgaanilist klaasi puuritakse spiraalpuuriga, mille tipunurk on 70´.Suure läbimõõduga aukude töötlemisel (kuni 100.....150 mm) kasutatakse torni, millesse terahoidikuga kinnitatakse lõiketera.
Tera väljaulatust juhttorni tsentrist reguleeritakse lõigatava augu läbimõõdu järgi.
Sellist juhttorni koos lõiketeraga nimetatakse sirkelteraks või lendteraks.
Puurimispraak ja selle vältimine.
Puuritud augu pind on jämedalt töödeldud:
Põhjus võib olla liiga suur ettenihe, puurimine nüri või valesti teritatud puuriga ja ebapiisav jahutus.
Sellise praagi vältimiseks tuleb enne puurimist sablooniga kontrollida puuri tteritusnurki.
Puuritud augu läbimõõt on ettenähtust suurem:
Põhjuseid selliseks praagiks on mitu; valitud on vale mõõtmega puur,puur on valesti teritatud (nurgad lõikeservade juures on erinevad, lõikeservad on erineva pikkusega, puuri sideserva nihkumine), puurpingi spindel loksub.
Praagi vältimiseks tuleb valida õige läbimõõduga puur, kontrollida selle teritust, kontrollida pingi spindli seisukorda ja vajaduse korral seda hoolikalt reguleerid.
Augu telg on nihkunud!
Põhjus võib olla detaili ebaõige märkimine(puurimisel märkimise järgi), detaili põhimõtteliselt vale ja nõrk kinnitus töölaua külge(detail võib puurimisel nihkuda), puuri viskumine spindlis ja puuri kõrvalekaldumine augu suunast.
Telje nihkumise vältimiseks tuleb detail õigesti märkida ja eelnevalt puurida tsentriaugud, kontrollida detaili kinnitust töölaua külge, aga samuti puuri viskumist ja teritusnurki.
Augu telg on kaldu!
Põhjus võib olla jällegi detaili põhimõtteliselt vale kinnitus töölaua või rakise külge, laastu sattumine detaili alla, pingi töölaud ei ole risti spindli teljega ning liiga suur surve puurile ettenihke ajal.
Niisuguse praagi ärahoidmiseks tuleb hoolikalt kontrollida detaili paigaldust ja kinnitust,puhastada eelnevalt töölaud mustusest ja laastudest,rihtida töölaud, kontrollida survet puurile käsitsi ettenihkega.
Ohutustehnika puurimisel.
Enne tööle asumist tuleb korrastada tööriietus ja peakate, kontrollida töökoht, veenduda selles, et puurpingi kõik kaitseseadmed on kohal ning pöörlevad osad - spindel ja puur - on kõvasti kinnitatud.
Vajalik on meeles pidada, et tööriiete või peakatete rippuvad osad ja pikad juuksed võivad jääda pingi pöörlevate osade - spindli ja puuri külge või haakuda väljaulatuvate osade taha.
Avadest ei tohi laaste eemaldada sõrmedega või puhumise teel.
Seda tuleb teha spetsiaalse konksu või harjaga alles pärast puurpingi seiskumist.
Puurpingil puurimisel ei tohi detaili käega kinni hoida; detail tuleb kinnitada pingi kruustangidesse või poltidega töölaua külge. Lubamatu on kontrollida puuri teravust käega kui pink töötab.
Puurimisel kasutada kaitseprille või ekraani!





